


SMT наалдамхай, SMT улаан цавуу гэж нэрлэгддэг SMT цавуу нь ихэвчлэн хатууруулагч, пигмент, уусгагч болон бусад цавуугаар жигд тархсан улаан (мөн шар эсвэл цагаан) зуурмаг бөгөөд ихэвчлэн хэвлэх самбар дээр эд ангиудыг засахад ашигладаг бөгөөд ихэвчлэн түгээх эсвэл ган дэлгэцээр хэвлэх аргаар тараадаг. Бүрэлдэхүүн хэсгүүдийг наасаны дараа халаах, хатууруулах зорилгоор зуух эсвэл дахин урсгалтай зууханд хийнэ. Гагнуурын зуурмагаас ялгаатай нь халаасны дараа хатдаг, хөлдөх температур нь 150 ° C, дахин халаасны дараа уусдаггүй, өөрөөр хэлбэл нөхөөсийг дулаанаар хатууруулах процесс нь эргэлт буцалтгүй байдаг. SMT цавууны ашиглалтын нөлөө нь дулааны хатуурлын нөхцөл, холбогдсон объект, ашигласан тоног төхөөрөмж, үйл ажиллагааны орчноос хамаарч өөр өөр байх болно. Цавууг хэвлэмэл хэлхээний самбарын угсралтын (PCBA, PCA) процессын дагуу сонгох хэрэгтэй.
SMT нөхөөсийн цавууны шинж чанар, хэрэглээ, хэтийн төлөв
SMT улаан цавуу нь нэг төрлийн полимер нэгдэл бөгөөд үндсэн бүрэлдэхүүн хэсэг нь үндсэн материал (өөрөөр хэлбэл өндөр молекулын үндсэн материал), дүүргэгч, хатууруулагч, бусад нэмэлтүүд гэх мэт. SMT улаан цавуу нь зуурамтгай чанар, температурын шинж чанар, чийгшүүлэх шинж чанартай байдаг. Улаан цавууны энэ шинж чанарын дагуу үйлдвэрлэлд улаан цавуу хэрэглэх зорилго нь эд ангиудыг ПХБ-ийн гадаргуу дээр наалдаж унахаас сэргийлдэг. Тиймээс нөхөөсийн цавуу нь чухал бус технологийн бүтээгдэхүүний цэвэр хэрэглээ бөгөөд одоо PCA дизайн, процессыг тасралтгүй сайжруулснаар цооногоор дахин урсгах, хоёр талт дахин урсгалтай гагнуур хийх ажил хэрэгжиж, нөхөөсийг ашиглан PCA суурилуулах үйл явц улам бүр багасах хандлагатай байна.
SMT цавуу хэрэглэх зорилго
① Долгион гагнах үед эд ангиудыг унахаас сэргийлнэ (долгион гагнах үйл явц). Долгионы гагнуурыг ашиглах үед хэвлэмэл хавтанг гагнуурын ховилоор дамжин өнгөрөх үед эд ангиудыг унахаас сэргийлж хэвлэмэл хавтан дээр бэхлэгдсэн байна.
② Дахин урсгах гагнуурын үед эд ангиудын нөгөө тал нь унахаас сэргийлнэ (хоёр талт гагнуурын процесс). Хоёр талт дахин урсдаг гагнуурын процесст гагнуурын халуунд хайлснаар гагнасан талын том төхөөрөмжүүд унахаас урьдчилан сэргийлэхийн тулд SMT нөхөөсийн цавуу хийх шаардлагатай.
③ Бүрэлдэхүүн хэсгүүдийн шилжилт болон зогсонги байдлаас урьдчилан сэргийлэх (дахин урсгах гагнуурын процесс, бүрэхийн өмнөх үйл явц). Дахин урсдаг гагнуурын процесс болон угсралтын явцад нүүлгэн шилжүүлэлт болон өргөлтөөс урьдчилан сэргийлэхийн тулд бүрэх процессуудад ашигладаг.
④ Марк (долгион гагнах, дахин урсгалтай гагнуур, урьдчилсан бүрэх). Түүнчлэн, хэвлэмэл самбар, эд ангиудыг багцаар нь өөрчлөх үед тэмдэглэгээ хийхэд нөхөөсний цавуу хэрэглэдэг.
SMT цавууг хэрэглээний горимоор нь ангилдаг
a) Хусах төрөл: Хэмжээ тогтоох ажлыг ган торыг хэвлэх, хусах горимоор гүйцэтгэдэг. Энэ арга нь хамгийн өргөн хэрэглэгддэг бөгөөд гагнуурын зуурмаг дээр шууд хэрэглэж болно. Ган торны нүхийг эд ангиудын төрөл, субстратын гүйцэтгэл, зузаан, нүхний хэмжээ, хэлбэрийн дагуу тодорхойлно. Үүний давуу тал нь өндөр хурд, өндөр үр ашигтай, хямд өртөг юм.
б) Ашиглах төрөл: Цавууг түгээх төхөөрөмжөөр хэвлэмэл хэлхээний самбар дээр хэрэглэнэ. Тусгай хуваарилах төхөөрөмж шаардлагатай бөгөөд өртөг нь өндөр байдаг. Агааржуулалтын төхөөрөмж нь шахсан агаар, улаан цавууг тусгай түгээх толгойгоор дамжуулан субстрат руу чиглүүлэх, цавууны цэгийн хэмжээ, хэр их, цаг хугацаа, даралтын хоолойн диаметр болон бусад үзүүлэлтүүдийг хянах, түгээх машин уян хатан функцтэй байдаг. Өөр өөр хэсгүүдийн хувьд бид өөр өөр хуваарилах толгойг ашиглаж, параметрүүдийг өөрчлөх боломжтой, мөн та цавууны цэгийн хэлбэр, хэмжээг өөрчилж болно, үр дүнд хүрэхийн тулд давуу тал нь тохиромжтой, уян хатан, тогтвортой байдаг. Сул тал нь утас татах, хөөстэй байх нь хялбар байдаг. Эдгээр дутагдлыг багасгахын тулд бид үйл ажиллагааны параметрүүд, хурд, цаг хугацаа, агаарын даралт, температурыг тохируулж болно.
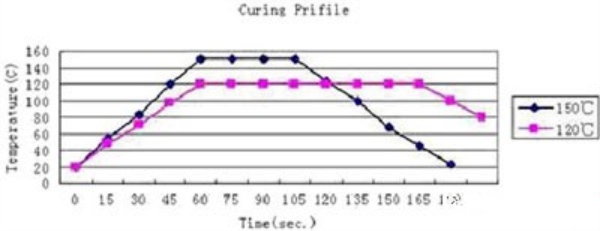
SMT нөхөөсийн цавууны ердийн хатах нөхцөл
| Хатаах температур | Хатаах хугацаа |
| 100℃ | 5 минут |
| 120℃ | 150 секунд |
| 150℃ | 60 секунд |
Жич:
1, хатууруулах температур өндөр, хатуурах хугацаа урт байх тусам бэхэлгээний бат бөх байх болно.
2, нөхөөсийн цавууны температур нь субстратын эд ангиудын хэмжээ болон бэхэлгээний байрлалаас хамаарч өөрчлөгддөг тул хатууруулах хамгийн тохиромжтой нөхцлийг олохыг зөвлөж байна.
SMT засваруудыг хадгалах
Өрөөний температурт 7 хоног, 5 хэмээс доош температурт 6 сараас дээш, 5 ~ 25 хэмд 30 хоногоос дээш хугацаагаар хадгалах боломжтой.
SMT цавууны менежмент
SMT нөхөөсийн улаан цавуу нь өөрийн зуурамтгай чанар, шингэн чанар, чийгшүүлэх болон бусад шинж чанараараа температурт нөлөөлдөг тул SMT нөхөөсийн улаан цавуу нь ашиглалтын тодорхой нөхцөл, стандарт удирдлагатай байх ёстой.
1) Улаан цавуу нь тэжээлийн тоо, огноо, төрөл, тооноос хамааран тодорхой урсгалын дугаартай байх ёстой.
2) Температурын өөрчлөлтөөс шалтгаалан шинж чанарт нөлөөлөхгүйн тулд улаан цавууг хөргөгчинд 2 ~ 8 ° C температурт хадгална.
3) Улаан цавууг эхлээд хэрэглэх дарааллаар тасалгааны температурт 4 цагийн турш халаах шаардлагатай.
4) Угаах ажиллагааны хувьд хоолойны улаан цавууг гэсгээж, дуусаагүй улаан цавууг дахин хөргөгчинд хийж хадгалах ба хуучин цавуу, шинэ цавууг хольж болохгүй.
5) Буцах температурын бүртгэлийн маягт, буцах температурын хүн, буцах температурын хугацааг үнэн зөв бөглөхийн тулд хэрэглэгч ашиглахаасаа өмнө буцах температурыг бөглөсөн эсэхийг баталгаажуулах шаардлагатай. Ерөнхийдөө хуучирсан улаан цавуу хэрэглэх боломжгүй.
SMT нөхөөсийн цавууны үйл явцын шинж чанар
Холболтын бат бөх чанар: SMT цавуу нь хатуурсны дараа хайлах температурт ч гагнуур нь хальслахгүй байх нь хүчтэй холболтын бат бөх байх ёстой.
Цэгээр бүрэх: Одоогийн байдлаар хэвлэмэл хавтанг түгээх арга нь ихэвчлэн цэгэн бүрээстэй байдаг тул цавуу нь дараахь шинж чанартай байх шаардлагатай.
① Төрөл бүрийн угсралтын процесст дасан зохицох
Бүрэлдэхүүн хэсэг бүрийн нийлүүлэлтийг тохируулахад хялбар
③ Бүрэлдэхүүн хэсгүүдийн сортуудыг солихын тулд дасан зохицоход хялбар
④ Тогтвортой цэгэн бүрхүүлийн хэмжээ
Өндөр хурдны машинд дасан зохицох: одоо ашиглагдаж байгаа нөхөөсийн цавуу нь өндөр хурдтай спот бүрэх, өндөр хурдтай нөхөх машин, тухайлбал утас татахгүйгээр өндөр хурдтай спот бүрэх, өөрөөр хэлбэл өндөр хурдтай холбох, дамжуулах явцад хэвлэх самбар, эд анги нь хөдлөхгүй байхын тулд цавуутай байх ёстой.
Утасны зураг, нуралт: нөхөөсийн цавуу дэвсгэр дээр наалдсаны дараа эд ангиуд нь хэвлэмэл хавтантай цахилгааны холболтод хүрч чадахгүй тул дэвсгэрийг бохирдуулахгүйн тулд наалт цавуу нь бүрэх явцад утас зурахгүй, бүрсэний дараа нурахгүй байх ёстой.
Бага температурт хатах: Хатаах үед долгионы гагнуураар гагнасан халуунд тэсвэртэй залгуурын эд ангиудыг дахин урсгалтай гагнуурын зуухаар дамжин өнгөрөх ёстой тул хатууруулах нөхцөл нь бага температур, богино хугацаанд хангагдсан байх ёстой.
Өөрийгөө тохируулах: Дахин урсдаг гагнуур болон өмнөх бүрэх явцад нөхөөсийн цавуу нь гагнуур хайлахаас өмнө хатаж, бэхлэгддэг тул эд ангиудыг гагнуурт живэх, өөрөө тохируулахаас сэргийлнэ. Үүний хариуд үйлдвэрлэгчид өөрөө тохируулах нөхөөсийг бүтээжээ.
SMT наалдамхай нийтлэг асуудал, согог, дүн шинжилгээ
түлхэлт
0603 конденсаторын хүч чадал нь 1,0 кг, эсэргүүцэл нь 1,5 кг, 0805 конденсаторын хүч 1,5 кг, эсэргүүцэл нь 2,0 кг байгаа нь дээрх түлхэлтэд хүрч чадахгүй байгаа нь хүч хангалтгүй байгааг харуулж байна.
Ерөнхийдөө дараахь шалтгааны улмаас үүсдэг.
1, цавууны хэмжээ хангалтгүй байна.
2, коллоид нь 100% эдгэрдэггүй.
3, ПХБ хавтан эсвэл эд анги бохирдсон байна.
4, коллоид нь өөрөө хэврэг, хүч чадалгүй.
Тиксотроп тогтворгүй байдал
30 мл тариурын цавууг ашиглахын тулд агаарын даралтаар хэдэн арван мянган удаа цохих шаардлагатай байдаг тул нөхөөсийн цавуу нь өөрөө маш сайн тиксотроп шинж чанартай байх шаардлагатай, эс тэгвээс цавууны цэг тогтворгүй, хэт бага цавуу үүсдэг тул хүч чадал хангалтгүй, бүрдэл хэсгүүд нь хэт их унадаг, ялангуяа долгионы явцад хэт их унадаг. жижиг эд ангиудын хувьд дэвсгэр дээр наалдахад хялбар, цахилгаан холболтоос сэргийлдэг.
Цавуу хангалтгүй эсвэл гоожих цэг
Шалтгаан ба эсрэг арга хэмжээ:
1, хэвлэх самбарыг тогтмол цэвэрлэдэггүй тул 8 цаг тутамд этилийн спиртээр цэвэрлэж байх ёстой.
2, коллоид нь хольцтой.
3, торон хавтанг нээх нь үндэслэлгүй хэтэрхий жижиг эсвэл түгээх даралт хэтэрхий бага, цавууны дизайн хангалтгүй.
4, коллоид дахь бөмбөлөгүүд байдаг.
5. Хэрэв хуваарилах толгой бөглөрсөн бол түгээх хошууг нэн даруй цэвэрлэх хэрэгтэй.
6, түгээх толгойн урьдчилан халаах температур хангалтгүй, түгээх толгойн температурыг 38 ℃-д тохируулах ёстой.
утас татах
Утасны зураг гэж нэрлэгддэг зүйл нь нөхөөсний цавуу нь тараах үед тасрахгүй, нөхөөсний цавуу нь түгээлтийн толгойн чиглэлд утаслаг байдлаар холбогддог үзэгдэл юм. Илүү олон утаснууд байгаа бөгөөд нөхөөсийн цавуу нь хэвлэмэл дэвсгэр дээр хучигдсан байдаг бөгөөд энэ нь гагнуурын муу хийгдэх болно. Ялангуяа хэмжээ нь том бол энэ үзэгдэл нь цэг бүрэх амны үед тохиолдох магадлал өндөр байдаг. Нүхний цавууг зурахад түүний үндсэн бүрэлдэхүүн хэсгийн давирхайг зурах шинж чанар, өнгөлгөөний нөхцлийн тохируулга голчлон нөлөөлдөг.
1, түгээлтийн цохилтыг нэмэгдүүлэх, хөдөлгөөний хурдыг багасгах, гэхдээ энэ нь таны үйлдвэрлэлийн цохилтыг багасгах болно.
2, илүү бага зуурамтгай чанар, материалын тиксотропи өндөр байх тусам зурах хандлага бага байдаг тул ийм нөхөөсийг сонгохыг хичээ.
3, термостатын температур бага зэрэг өндөр, бага зуурамтгай чанар, өндөр тиксотроп наалт цавуугаар тохируулахаас өөр аргагүй тул нөхөөсний цавуу хадгалах хугацаа, түгээх толгойн даралтыг анхаарч үзээрэй.
агуй
Нүхний шингэн чанар нь нуралт үүсгэдэг. Нуралтын нийтлэг асуудал бол толбо бүрээсний дараа хэт удаан байрлуулах нь нуралт үүсгэдэг. Хэрэв нөхөөсийн цавуу нь хэвлэмэл хэлхээний хавтангийн дэвсгэр дээр сунгагдвал энэ нь муу гагнуур үүсгэдэг. Харьцангуй өндөр тээглүүртэй эд ангиудын наалдамхай наалдамхай нуралт нь бүрэлдэхүүн хэсгийн үндсэн хэсэгт хүрэхгүй, энэ нь хангалтгүй наалдац үүсгэдэг тул нурахад хялбар нөхөөсийн цавууны нуралтын хурдыг урьдчилан таамаглахад хэцүү байдаг тул түүний цэгэн бүрхүүлийн хэмжээг тогтоох нь бас хэцүү байдаг. Үүнийг харгалзан бид нурж унахад хялбар биш, өөрөөр хэлбэл сэгсрэх уусмал харьцангуй өндөр байдаг нөхөөсийг сонгох ёстой. Толбо бүрээсний дараа хэт удаан тавьснаас үүссэн нуралтаас зайлсхийхийн тулд бид нөхөөсний цавууг дуусгахын тулд спот бүрээсийг богино хугацаанд хэрэглэж болно.
Бүрэлдэхүүн хэсгийн офсет
Бүрэлдэхүүн хэсгүүдийн офсет нь өндөр хурдны SMT машинд амархан тохиолддог хүсээгүй үзэгдэл бөгөөд гол шалтгаанууд нь:
1, офсет үүссэн XY чиглэлийн хэвлэмэл самбар өндөр хурдны хөдөлгөөн юм, энэ үзэгдэлд өртөмтгий жижиг бүрэлдэхүүн хэсгүүдийн нөхөөс наалдамхай бүрэх талбай, шалтгаан нь наалдац үүссэн биш юм.
2, эд ангиудын доорх цавууны хэмжээ хоорондоо зөрчилддөг (жишээ нь: IC-ийн доор байрлах хоёр цавуу, нэг наалдамхай цэг том, нэг цавуу бага зэрэг), халааж, хатууруулах үед цавууны бат бэхийн тэнцвэргүй байдал, цавуу багатай төгсгөлийг нөхөхөд хялбар байдаг.
Хэт долгионы хэсгүүдийг гагнах
Шалтгаан нь нарийн төвөгтэй:
1. Нөхөөсний наалдамхай хүч хангалтгүй.
2. Долгион гагнахаас өмнө нөлөөлсөн.
3. Зарим бүрэлдэхүүн хэсгүүдэд илүү их үлдэгдэл бий.
4, коллоид нь өндөр температурын нөлөөнд тэсвэртэй биш юм
Нөхөн цавууны холимог
Химийн найрлага дахь нөхөөсийн цавуу янз бүрийн үйлдвэрлэгчид маш их ялгаатай, холимог хэрэглээ нь маш их муу үйлдвэрлэхэд хялбар байдаг: 1, эдгээх хүндрэл; 2, наалдамхай реле хангалтгүй; 3, гаруй долгион гагнуур унтраах ноцтой.
Шийдэл нь: торон хавтан, хусах, тараах болон холиход хялбар бусад хэсгүүдийг сайтар цэвэрлэж, өөр өөр брэндийн нөхөөсийг холихоос зайлсхийх хэрэгтэй.
Шуудангийн цаг: 2023-07-05





